The Humphrey Engineered Solutions team started with the problem of maintaining high flow characteristics and low current consumption in a valve assembly that must function in a normally open state. Humphrey modified both the Mini Mizer and their insert valve by running the flow path up through the center of the stem in the insert valve. This would deliver pressure to the Mini-Mizer valve, maintaining the optimal poppet-seat seal. When the Mini-Mizer valve is energized, it delivers pilot pressure to the piston in the insert valve, shifting the piston down, sealing the insert valve poppet.
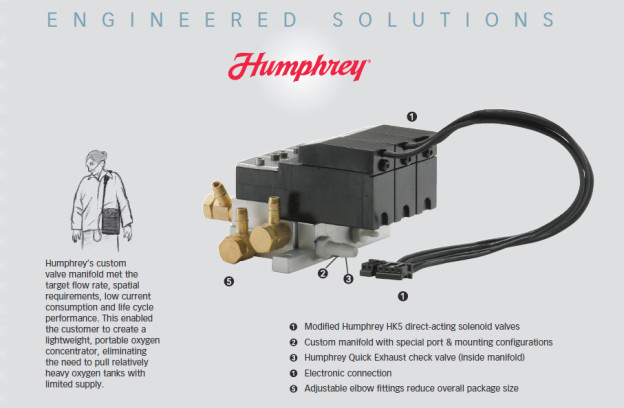
Working with the customer’s engineering department, the Humphrey Engineered Solutions team developed a valve manifold assembly that met all the requirements. The three HK5 valves provided different functions. One controlled patient oxygen delivery with a sensor circuit, providing oxygen only when the patient was inhaling. The other two HK5 valves – a pressure equalization valves and a bleed valve – controlled the production of oxygen in the sieve bed, where nitrogen atoms are removed from the atmospheric air. Since the standard Humphrey HK5 valve met the customer’s target flow rate, the only modifications were to the HK5 pressure equalization and bleed valves to reduce their current consumption. Humphrey modified their Quick Exhaust valve to function as a check valve by plugging the exhaust port and using a custom elastomer compound to achieve the target cracking pressure of 1 PSIG or less.
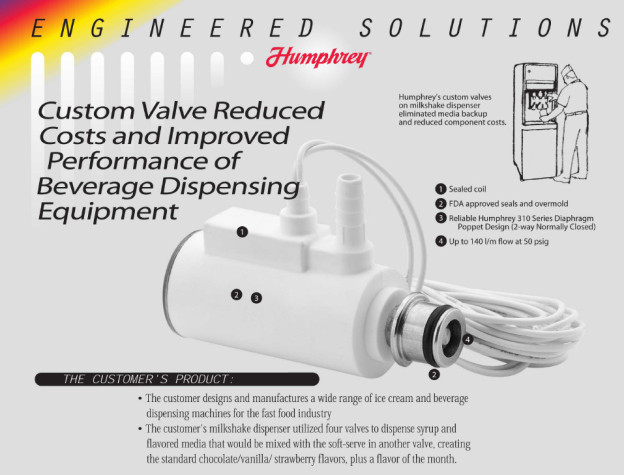
Utilizing the Engineered solutions approach, a Humphrey engineer worked directly with the customer’s engineering department. The team identified an opportunity to reduce costs and improve the milkshake flavor dispensing system by utilizing a reliable Humphrey 310 Series Diaphragm Poppet design for each of the four syrup valves, eliminating the final mixing valve. The new valve design has a 0.125 inch orifice and a flow rate of up to 140 1/m at 5 psig. This would ensure reliable functioning when operating at the customer specified 0-15 psig pressure. The valve utilized approved seals and over mold materials, and a totally sealed coil to meet requirements for daily cleaning. The air piloted version provided sufficient force to handle syrups with suspended solids without clogging.
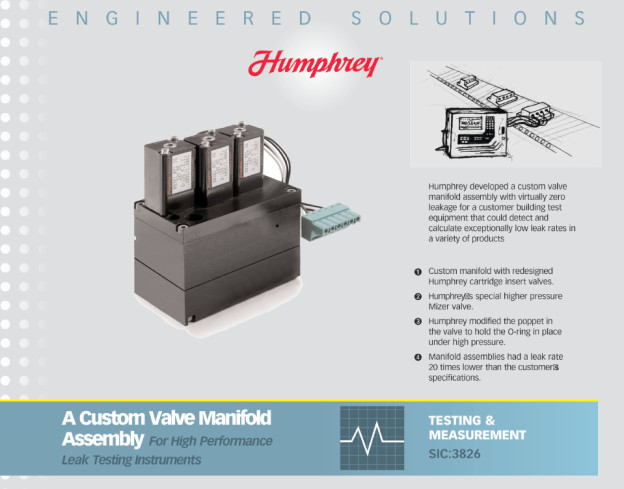
After the initial meeting with the customer, the Humphrey Engineered Solutions team went to work directly with the customer’s engineering department, and together they identified the critical sealing issues. Humphrey took their standard cartridge insert valve and developed a new stem for the O-ring. The stem effectively “trapped” the O-ring, keeping it from being blown out or distorted under the high press used during the testing. Then the Engineered Solutions team utilized the proven Humphrey Mizer valve as a pilot operator. The Mizer’s low current consumption meant low heat dissipation, ensuring that it would not affect the accuracy of the customer’s instrumentation.
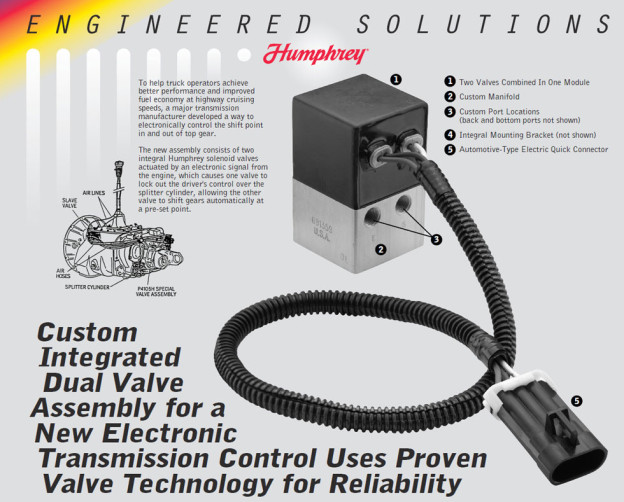
Working on an engineer to engineer basis with the customer, the Engineered Solutions team chose Humphrey poppet type solenoid valves for their proven reliable operation over a wide temperature range and high tolerance of any air system contamination. The valves were modified to meet specific design requirements, including changing the solenoid performance to match the electronic specifications of the engine. Custom electrical connectors and mounting hole locations were provided to simplify installation on the exterior of the transmission.
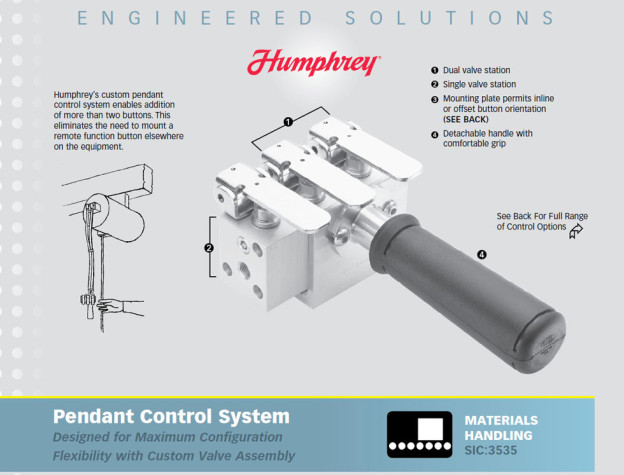
The modular pendant control system consists of both single and dual function valve assemblies, mounting brackets, a separate one-piece handle and control button guards.
The manufacturer can provide a wide range of control options simply by mounting additional single or dual valve button assemblies, and configuring them to their customer’s specifications. Flexible design offers a range of options. Custom lever and guard options possible.